


2025-06-23
循环流化床锅炉为什么要用耐磨耐火材料
循环流化床锅炉用耐磨耐火材料做内衬的主要目的是为了保护炉体钢壳不被所燃烧的物料冲蚀磨损。
循环流化床锅炉燃烧的劣质煤含灰量高,飞灰粒子尺寸又大,分离器对煤灰分离并循环燃烧,使得烟气中飞灰浓度很高,这样就出现了飞灰粒子对炉内受热面及内衬的碰撞传热和严重的冲蚀磨损问题。
循环流化床锅炉所燃烧物料的循环燃烧路径:煤粉(一般用粒度0~10mm)和石灰石粉经送料器送入流态化床燃烧室(密相区),燃料在此区沸腾燃烧。烟气上升,经稀相区至分离器入口进入旋风分离器,粗颗粒下沉经回料阀返回燃烧室再次燃烧。烟气挟带飞灰上升经过对流烟道进入外置换热器。耐火材料主要衬砌在燃烧室、顶棚、分离器入口、高温旋风分离器及回料阀等处。
一、各部位耐火材料工作条件
以220t循环流化床锅炉为例,各部位耐火材料工作条件如下:
1、密相区
该区深度为220~1530mm,长2100mm,沙状介质(煤粉和石灰石粉)在此沸腾,此区压为13818~20580pa,烟气流速约1.2~1 .8m/s,正常工作温度820~900℃。
2、稀相区
二次风口以上的区域是燃料燃烧的细颗粒集中处,此处固体物料浓度约12~ 16kg/m3,烟气流速1.2~3m/s,正常工作温度930-980℃
3、炉顶区
炉顶区正常工作温度850~ 1100℃,在分离器入口处烟气流速增值18m/s。
4、旋风分离器
该部位正常工作温度为850~930°C,旋风出口处烟气流速可达29m/s。
5、旋风分离器出气总管
此处烟含尘量70~530g/m3,常工作温度为850~930°C,烟气流速18m/s。
二、机械作用的磨损决定因素
1、烟气流速烟气流速是影响炉内壁磨损主要的因素,研究表明,磨损量与烟气流速的3次方成正比关系。烟气流速的大小直接影响到流动飞灰的运动动能和单位时间内冲击到炉内壁的灰粒量。
2、飞灰浓度在CFB锅炉中,飞灰循环倍率较高的情况下,可以提高燃烧效率,增强传热效果,但循环倍率的高低也确定了炉内烟气中固体颗粒的浓度,因此,较高的循环倍率将导致含灰烟气流对炉内壁的严重磨损。如果煤质变差,灰分增加,燃煤量也增加,造成烟气中飞灰浓度剧增,更增加了分离器内衬的磨损。
3、飞灰的撞击可能性系数这与飞灰的颗粒特性有关,颗粒愈大,撞击的可能性也愈大。
4、灰粒磨损特性灰粒磨损特性指灰的硬度、温度、形状和颗粒大小等的影响。如果灰中多硬性物质、灰粒粗大而有棱角,则灰粒的磨损特性增强。
5、飞灰浓度及流速不均匀分布特性
6、受热面及内衬的材质
在同等条件下,受热面及内衬的材质耐磨性能越好,则磨损量越小;反之亦然。按照设计要求,该锅炉平均工作时间为8600h,每年启停炉2~10次。每次点火需12~24h,点火后按65°C/h速度升温至800°C,并保温8h。炉衬使用寿命要求至少2年。
三、内衬耐火材料工作和损毁归纳
1、温度
中温循环流化床锅炉内衬各部位的工作温度在800~1000℃。从耐火材料角度看,此属中温区间,选择耐火材料首先考虑材料的中温理化性能。对于烧成制品,一般烧结温度均高于此温度范围,故其在高温下的理化性能可直接用作选择耐火材料的依据。对于不定型耐火材料和不烧制品,考察其中温理化性能。有机结合的材料或水化结合的水硬性材料,中温强度往往较差,这些材料在高温下产生陶瓷结合,强度大大提高,故其高温下的理化指标不能用作选择耐火材料的依据。
2、热震
在正常运行情况下,循环硫化床锅炉每年启停2~10次。在投运初期,由于操作不当,每年启停耐火材料内衬都要受到一次强烈的热震。若耐火材料抗热震性能差,则热震造成的耐火材料剥落将成为其损毁的致命因素。
3、冲砂磨损循环流化床锅炉中烟气流速大(可达29m/s以上),固体物料浓度高。在中温下高速烟气夹带大量固体颗粒对耐火材料内衬产生强烈冲刷磨损,特别是在旋风筒的冲击区,冲蚀严重。对于单侧回料的循环硫化床锅炉和旋风分离器,物料循环流动造成耐火材料内衬磨损。


2025-06-23
含铝微粉的刚玉尖晶石质预制件的泛水
在不定形耐火材料生产中,-αAl2O3微粉也是一种常用的耐火粉料之一。-αAl2O3超微粉系用工业氧化铝煅烧后制成的。其特点是分散性好,颗粒小,高温下易于烧结且体积效应小等。在生产中经常出现含铝微粉的刚玉尖晶石质预制件,成型后在养护的过程中,成型面出现一层乳白色的液体和蜂窝状的凹坑,并伴有气泡从凹坑中溢出,清除成型面上的液体后发现,成型面基本上全部由粉料组成,这种现象称为“泛水”现象,成型面上粉料层的厚度因泛水程度的不同而异。
泛水问题在冬季表现得更为明显,它给耐火预制件带来严重的质量隐患,致使制品的组织结构不均匀,强度低,抗热震和侵蚀性能下降,使用寿命偏低。经过大量的调查分析发现,泛水与所用原料铝微粉中金属氧化物K2O、Na2O的含量有一定的关系。当含量在0.2%以上时,用这种铝微粉所混的料成型预制件,基本上没有泛水现象的发生;当含量在0.1%以下时,所混的料用于预制件的生产,必定发生泛水现象,甚至相当严重。
对于泛水问题,可以通过以下几种方法来缓解或解决。
①在正常加水量的基础上,适当降低0.1~0.3个百分点;
②调整缓凝剂和促凝剂的加入比例,适当增加促凝剂的比例,同时减少缓凝剂的比例;
③适当提高成型后的养护温度;
④在混料时,加入少量的电熔镁砂细粉,加入量以不超过0.5%为宜。

2025-06-23
水泥回转窑煤粉燃烧器浇注料损坏原因及应对措施
现代新型干法水泥生产线,系统设备不断加大,水泥熟料的产量成倍增加,系统内部使用的耐火材料所承受的负荷也越来越大,使用条件越来越苛刻,只有高性能的耐火材料才能保证生产设备的正常运转。燃烧器部位的浇注料承受着高温含尘气流的剧烈冲刷,并且此部位温度变化剧烈,气体中碱蒸气浓度较大,浇注料易产生开裂、剥落等现象,导致使用寿命严重下降。国内主要水泥企业使用的燃烧器浇注料的寿命波动在6-8个月,无法做到与水泥企业每年1次的大修时间同步。
1、燃烧器处浇注料损坏情况通常情况下,燃烧器工作3~4个月其浇注料会有不同程度受损。在热应力和机械应力作用下浇注料内的微裂纹不断扩大及延伸而导致浇注料剥落。以下就热应力和机械应力两方面影响原因进行分析。
(1)热应力的影响
回转窑燃烧器所处位置为前窑口,工作环境温度约为600℃~1 300℃,温度高且波动范围大。由于煤粉燃烧器浇注料为热的不良导体,温度差异导致热膨胀系数不同,使用一段时间后受热不均的部位会产生裂痕。表1为几种煤粉燃烧器用刚玉/莫来石浇注料线变化率(耐火浇注料通常用线变化率表示热膨胀系数)不同温度下的数值。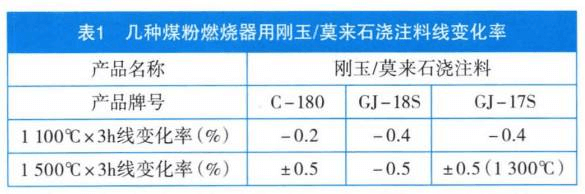
除此之外,在浇注料施工过程中采用横向施工,由于重力作用,筒体上半部分浇注料与下半部分浇注料难免存在差异,密度不同导致导热不均,也会容易产生裂纹,该燃烧器后半段为典型早期裂纹情况见图2。
(2)机械应力的影响
高温二次风从煤粉燃烧器下方由篦冷机吹入回转窑,此部分二次风或多或少夹带熟料粉尘,对于煤粉燃烧器下部冲蚀较大。这导致裂纹会慢慢变大,甚至露出内部锚固件,高温下锚固件焊接处会被熔化,由于重力作用进而锚固件连同浇注料一同掉落,露出燃烧器金属外壳,没有浇注料保护,燃烧器很容易在高温下产生裂缝见图3,一旦产生裂缝而导致漏风,该燃烧器无法继续使用。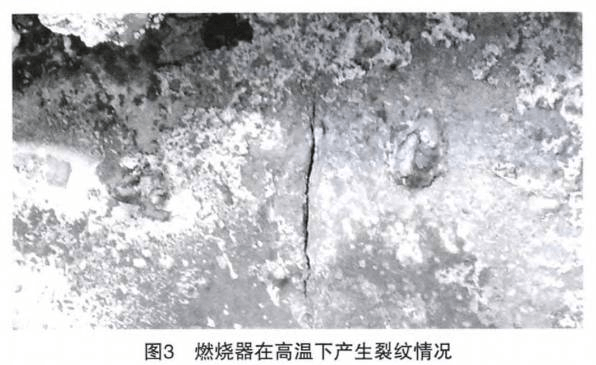
2、应对措施
(1)浇注料施工方式
由于现场施工条件所限,横向施工有方便快捷、节省费用的优点,因此为大部分施工单位采用,而横向施工的浇注料,因为重力原因,上下肯定会有不同程度的密度不均,在回转窑中会更容易变形脱落。所以建议采用竖向施工,采用起重设备将整根燃烧器吊起与地面垂直进行浇注,该种浇注方法能让浇注料密度更均匀,头部浇注更紧密。
(2)燃烧器头部浇注料形状采用倒角
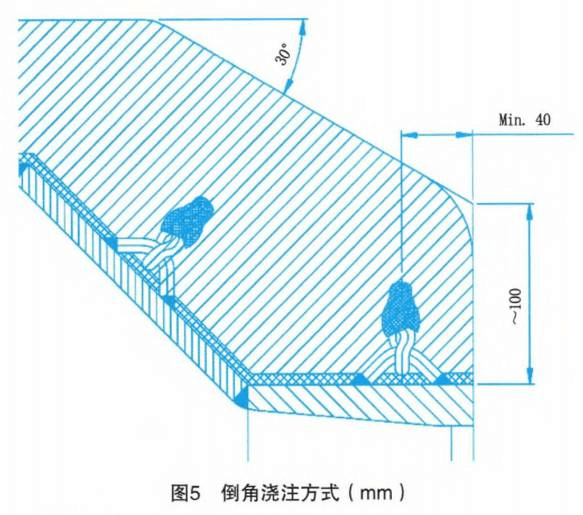
在回转窑窑内气流中,煤粉燃烧器所产生的一次风外侧易产生回旋涡流,气流会带动一些煤粉粘结在煤粉燃烧器头部,产生结焦现象,随着结焦逐渐增多、扩散,从而干涉火焰形状,导致燃烧器两侧温度不均。所以煤粉燃烧器不能简单浇注成圆桶型,图4为简单圆桶型做法。而应浇注成倒角(建议30°~40°),倒角浇注方式能够简单有效地降低结焦现象见图5。
(3)锚固件排布方式
所有锚固件焊接严格按照垂直交互方式焊接,距离为150mm,一般情况下厂家都会在锚固件上加塑料帽,丢失塑料帽的涂一层沥青以替代,不可直接接触浇注料。浇注前所有锚固件及所有表面打一层蜡。以防止燃烧器热膨胀而导致浇注料损坏。
(4)浇注料的选用及配料
浇注料按照高温耐磨、抗剥落、重量相对较小(悬臂式煤粉燃烧器对重量有严格控制)原则选择。因煤粉燃烧器浇注料前端下部极易磨损,建议加入SiC或者其他高温耐磨材料。严格控制施工用水量,建议用水量8%以下,视具体使用耐火材料型号要求而定,在保证施工性能的前提下,加水量应从严控制,宜少不宜多。
(5)膨胀缝的留置
煤粉燃烧器浇注料环向每1m应留一处膨胀缝,轴向(错缝)留2~4道膨胀缝,膨胀缝宽度10mm,膨胀缝用陶瓷纤维毯填充。
总之,改善煤粉燃烧浇注料的施工工艺,延长其使用寿命,对于提高回转窑的持续运转时间,乃至提高水泥产品的质量和产量,都有深刻的意义。

